


金属增材制造
金属增材制造

金属增材制造
金属SLM增材制造,又称“金属3D打印”,是通过逐层堆叠、融化金属粉末的方式,实现复杂零件的近净成形。该方法具有一体化高效成形复杂结构、缩短产品研发周期、促进个性化生产、减少材料浪费等显著优势,被誉为短周期、高性能、绿色的“变革性”先进制造金沙8888js官方,在航空航天、医疗、工业模具等领域获得广泛应用。
金沙8888js官方增材制造团队主要从事新型合金粉末材料的设计开发(含模具钢、高温合金、铝合金、钛合金等)、激光选区熔化(SLM)和激光熔覆(LMD)工艺研究、以及缺陷和应力的检测调控等金沙8888js官方服务,致力于为客户提供3D打印整体解决方案。
高导热3D打印模具钢材料——AM80
| 简介
AM80是一种钴镍基高导热材料,导热系数是MS1的4倍,耐腐蚀性能优于CX,硬度、成型工艺性能与MS1材料相当,成本高于MS1。适用于制备注塑模具及镶件,可广泛应用于TWS耳机、电子烟、电动牙刷等消费电子、医疗体外检测PET管和汽车内外饰等。
| 合金粉末
♦ 主要特征
• 高强度高韧性:
--抗拉强度:1156±15MPa
--延伸率:12±0.5%
• 高热导率:
--导热系数:77W/m*k
♦ 表面形貌

♦ 物理性能
|
性能指标 |
|
|
球形度 (C50) |
0.827 |
|
霍尔流速 (s/50g) |
17.07 |
|
松装密度(g/cm3) |
4.22 |
|
振实密度(g/cm3) |
5.26 |
|
实体密度(g/cm3) |
8.44 |
|
粒度分布D10(μm) |
19 |
|
粒度分布D50(μm) |
30 |
|
粒度分布D90(μm) |
50 |
|
粒度分布 |
34 |
 (μm)
(μm)
| 打印组织

(a)致密度,(b)OM熔道,(c)SEM强化相,(d)EBSD晶粒
| 典型性能
♦ 物理参数
|
性能指标 |
热处理态 |
|
热扩散系数α (mm2/s) |
21.13 |
|
比热容cp (J/g*k) |
0.415 |
|
导热系数λ (W/m*k) |
77 |
|
杨氏模量 E (GPa) |
150 |
♦ 室温拉伸
|
性能指标 |
打印态 |
热处理态 |
|
硬度(HRC) |
32±0.2 |
43±0.2 |
|
屈服强度σy (MPa) |
1072±10 |
965±39 |
|
抗拉强度σuts (MPa) |
1086±2 |
1156±25 |
|
断裂延伸率εf (%) |
4±0.4 |
12±0.5 |
注:分别参照GB/T 230.1-2004、GB/T 228.1-2010标准
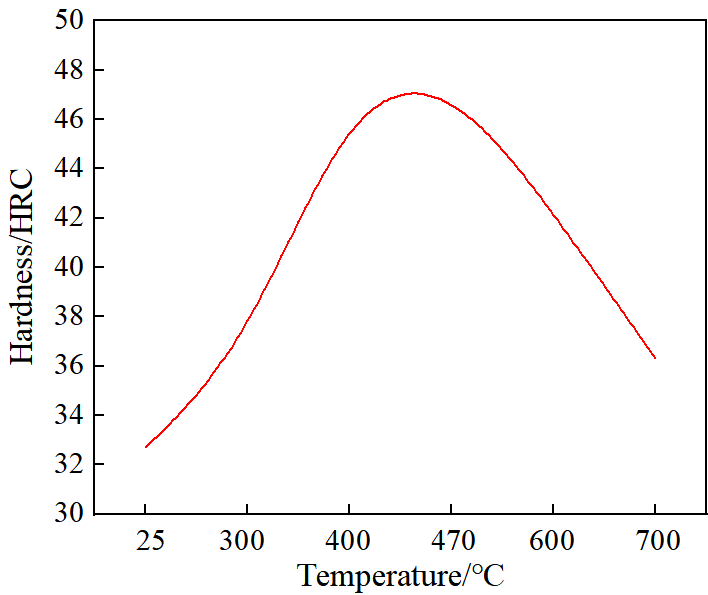
♦ 时效硬度
♦ 应力应变






SAF Coolest v1.2 设置面板 RXJSX-ZGSR-QQSEE-ZAF
无数据提示
Sorry,当前栏目暂无内容!
您可以查看其他栏目或返回 首页